 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
Panimula ng wire drawing die hole structure
Panimula ng wire drawing die hole structure
Panimula ng wire drawing die hole structure
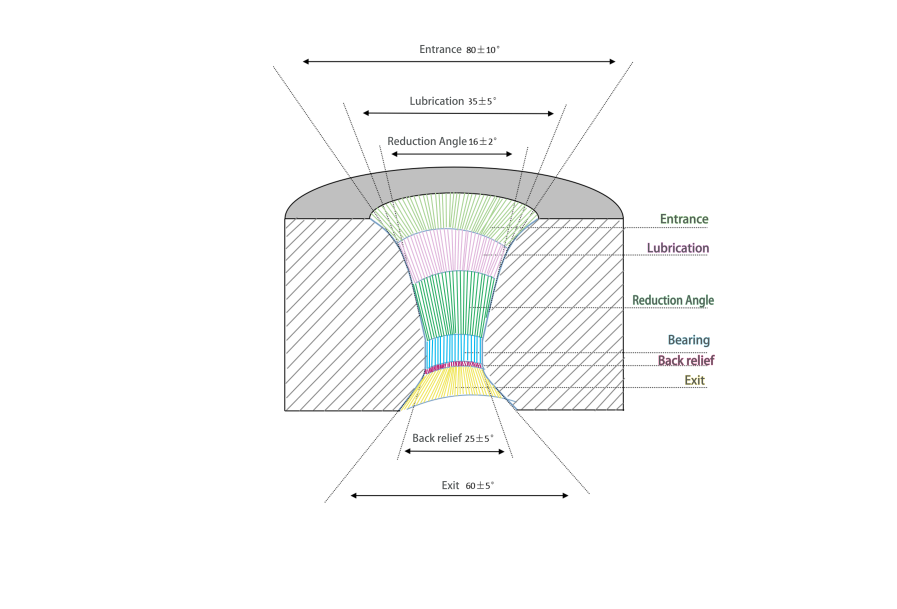
Entrance zone : Ang mga drawing na materyales ay pumapasok sa dies sa pamamagitan ng lugar na ito. Sa pangkalahatan ito ay isang arko upang maiwasan ang mga materyales sa pagguhit na gasgas ng mga dies.
Lubrication zone: Ito ay para sa lubricant storage at drawing material na lubrical lubrication na nakakatulong sa makinis na drawing.
Reduction zone: Isa itong plastic deformation zone para sa metal drawing na ang pangunahing dimensyon ay haba at anggulo. Ang mas maliit na haba ay magiging sanhi ng pagguhit ng metal ng higit na presyon sa reduction zone. Ang haba ng reduction zone ay naiiba sa iba't ibang materyal sa pagguhit, diameter at pagpapadulas. Ang prinsipyo ng pagpili ay: 1) ang haba ay dapat na mas maikli sa pagguhit ng malambot na metal wire kumpara sa pagguhit ng hard metal wire; 2) ang haba ay dapat na mas maikli sa pagguhit ng maliit na diameter na kawad kumpara sa pagguhit ng malaking diameter na kawad; 3) ang haba ay dapat na mas maikli sa wet drawing kumpara sa dry drawing reduction zone angle: mas malaking anggulo ang magpapataas ng tensile strength at ang tigas ng drawing material habang babawasan ang bending at torsion. Ang anggulo ng reduction zone ay dapat na mas maliit sa pagguhit ng bakal habang dapat itong mas malaki sa pagguhit ng non-ferrous na metal at carbide.
Haba ng bearing: Nakukuha ng drawing material ang panghuling laki nito sa pamamagitan ng haba ng bearing, Naiiba ang haba ng bearing ng guhit, at iba't ibang seksyon ng pagguhit ng tigas ng bearing materyal. Kung ang haba ng tindig ay masyadong mahaba, tataas ang friction na nagpapataas sa temperatura ng die at pagkatapos ay nakakaimpluwensya sa buhay ng die. Papataasin din nito ang tensile stress na nagiging sanhi ng pagtaas ng shrinkage rate at breakage rate sa drawing pati na rin ang pagkonsumo ng powder; kung ang haba ng tindig ay masyadong maikli, ang mga pagbabago sa tindig ay makakaapekto sa natapos na laki sa pagguhit.
Sa pangkalahatan 1) ang haba ng bearing ay mas maikli sa pagguhit ng malambot na materyal na metal kumpara sa pagguhit ng matigas na materyal na metal; 2) ang haba ng tindig ay dapat na mas maikli sa pagguhit ng maliit na diameter na kawad kumpara sa pagguhit ng malaking diameter na kawad; 3) ang haba ng tindig ay dapat na mas maikli sa wet drawing kumpara sa dry drawing.
Back relief at exit: Ang exit ay ang huling bahagi kung saan umaalis ang drawing material mula sa dies. Ito ay upang protektahan ang tindig haba form cracking. Ang labasan ay hindi dapat masyadong maikli, kung hindi, ang labasan ay madaling masira; Ang ibig sabihin ng back relief ay upang matiyak na ang pagguhit ng metal ay hindi makakamot sa labasan at makakaimpluwensya sa kalidad ng wire ;sa panahon ng pagsasaayos ng mga dies, ang matalim na bahagi na kumukonekta sa labasan at tindig ay dapat na dinudurog upang maging isang arko upang maiwasan ang wire na scratched kapag dumadaan sa mga dies.

Wire China 2024
Dadalo kami sa Wire China 2024 sa Shanghai.
Magbasa paAng papel ng SOLID STRANDING DIES at ang aplikasyon nito sa industriyal na produksyon
Ang SOLID STRANDING DIES, iyon ay, solid stranding die, ay isang kailangang-kailangan at mahalagang tool sa industriya ng produksyon ng wire at cable. Ngayon ay ipakikilala ko ang papel ng SOLID STRANDING DIES at ang aplikasyon nito sa industriyal na produksyon.
Magbasa paTungkol sa shaving peeling dies
Tungkol sa pag-aahit ng pagbabalat ng dies' application
Magbasa pa